
Hướng dẫn hàn ống HDPE và lắp đặt phụ tùng ống nhựa HDPE
Đăng lúc 16:11:13 ngày 15/02/2019 | Lượt xem 6405
Sau đây, chúng tôi sẽ hướng dẫn các bạn hàn ống HDPE và lắp đặt phụ kiện ống HDPE
Hàn ống HDPE
|
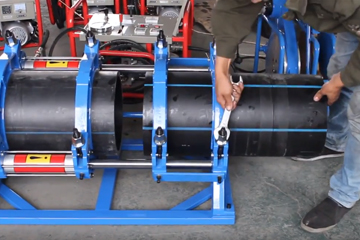
Kẹp ống vào máy, làm sạch và kiểm tra độ thẳng tâm của hai đầu ống. Làm sạch và kiểm tra nhiệt độ trên đĩa gia nhiệt |
Lắp bàn dao khỏa vào máy, chỉnh máy khóa 2 mặt đầu của ống cho tới khi đảm bảo độ nhẵn và song song. Tháo dao khỏa, làm sạch phoi cắt trên hai mặt đầu ống để đảm bảo cho ống được thẳng tâm. |
|
|
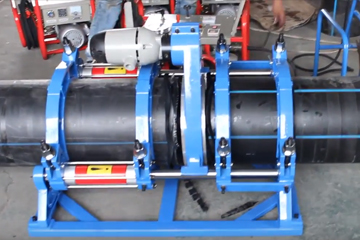
Đặt đĩa gia nhiệt vào giữa 2 đầu ống và điều khiển đẩy 2 đầu ống tiếp xúc với đĩa nhiệt. Cho tới khi đạt được mức độ nóng chảy theo quy định, tách 2 đầu ống và tháo đĩa nhiệt khỏi máy. |
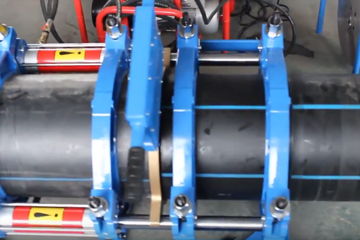
Nhanh chóng đẩy nhẹ nhàng 2 đầu ống tiếp xúc với nhau và giữ áp suất kết nối theo quy định cho tới khi mối hàn đảm bảo được làm nguội hoàn toàn |

Kẹp ống vào máy, làm sạch và kiểm tra độ thẳng tâm của hai đầu ống. Làm sạch và kiểm tra nhiệt độ trên đĩa gia nhiệt
Lắp bàn dao khỏa vào máy, chỉnh máy khóa 2 mặt đầu của ống cho tới khi đảm bảo độ nhẵn và song song. Tháo dao khỏa, làm sạch phoi cắt trên hai mặt đầu ống để đảm bảo cho ống được thẳng tâm.
Đặt đĩa gia nhiệt vào giữa 2 đầu ống và điều khiển đẩy 2 đầu ống tiếp xúc với đĩa nhiệt. Cho tới khi đạt được mức độ nóng chảy theo quy định, tách 2 đầu ống và tháo đĩa nhiệt khỏi máy.
Nhanh chóng đẩy nhẹ nhàng 2 đầu ống tiếp xúc với nhau và giữ áp suất kết nối theo quy định cho tới khi mối hàn đảm bảo được làm nguội hoàn toàn
Lưu ý:
Nhiệt độ, áp suất và thời gian xem trong hướng dẫn vận hành máy hàn đầu PE
|
Cỡ ống (mm) |
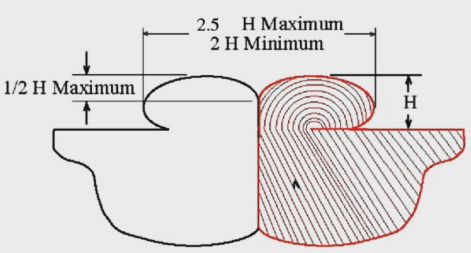
Kích thước nóng chảy H(mm) |
||
| Từ | Đến | Từ | Đến |
|
50 110 200 355 |
90 180 315 500 |
2 4 7 10 |
3 6 9 12 |
Kích thước tương quan phần gia nhiệt


Các dạng sai hỏng trong quá trình hàn PE
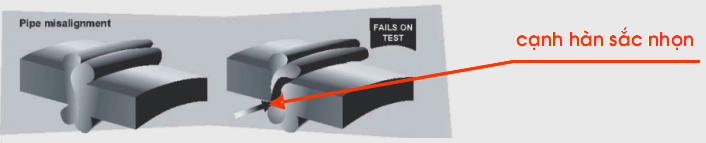
Ống không thẳng tâm, cùng áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Sai hỏng này tạo ra ứng suất gãy và làm giảm độ bền của mối hàn.
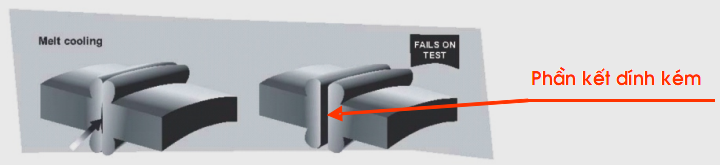
Bề mặt gia nhiệt bị khô, do phần gia nhiệt bị nguội nhanh trước khi hàn làm mối hàng dễ gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt nhưng phần kết dính phía trong kém, làm cho mối nối không tốt, dễ gãy.
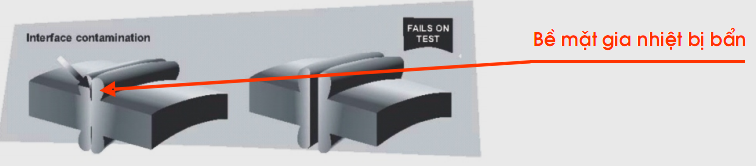
Bề mặt gia nhiệt bị bẩn. Vùng nóng chảy tạo ra khuyết tật dạng khe hở. Mối hàn không đảm bảo.
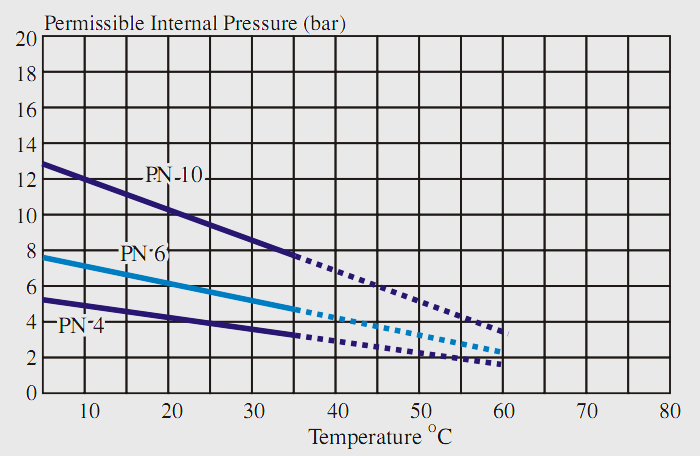
Sự tương quan của nhiệt độ với áp suất ống
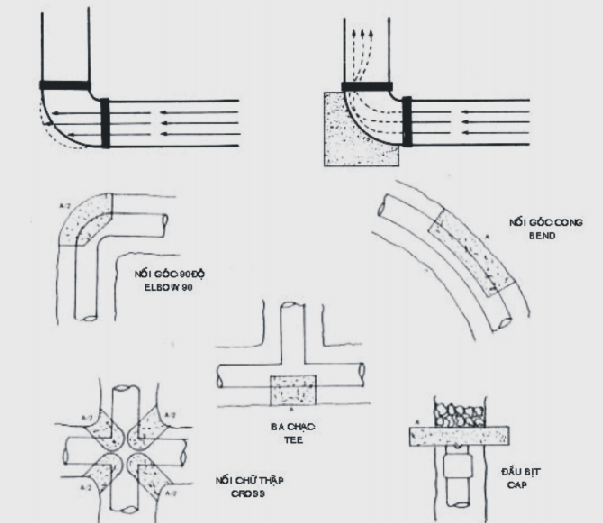
Khối chặn bê tông cố định mối nối
Hướng dẫn lắp đặt phụ tùng ống nhựa HDPE

Cắt ống bằng dụng cụ đảm bảo vuông góc với đường tâm ống

Vát mép đầu ống để cho quá trình lắp được thuận tiện

Tháo rời nắp và đẩy nắp cùng vòng xiết, vòng chặn vào ống

Đẩy thẳng tâm đầu ống vào phụ tùng, qua zoăng cho tới khi chạm vào phần gờ chặn trên thân phụ tùng

Vặn nắp bằng tay. Nắp phải được vặn chặt nhưng không nhất thiết chạm tới gờ chặn ngoài của thân phụ tùng.

Sau đó dùng dụng cụ vặn chặt nắp vào thân phụ tùng
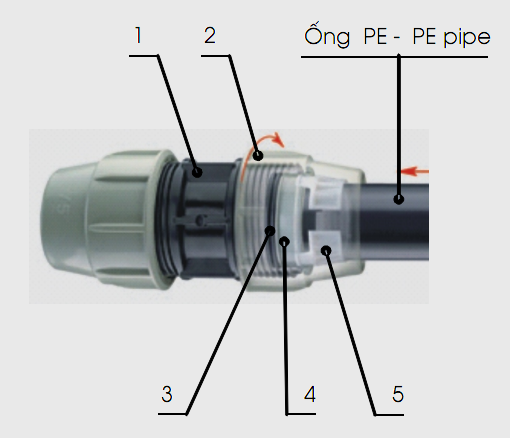
Kết cấu phụ kiện HDPE
| Chi tiết | Vật liệu | |
| 1 | Thân | PPC |
| 2 | Nắp | PPC |
| 3 | Zoăng | NBR |
| 4 | Vòng chặn | PPC |
| 5 | Vòng siết | POM |
Các tin mới hơn:
- Ống nhựa gân sóng HDPE hai lớp (19/02/2019)
- Báo giá ống nhựa gân xoắn HDPE hai lớp Tiền Phong (19/02/2019)
- Phân phối ống nhựa gân xoắn HDPE 2 lớp Tiền Phong (20/02/2019)
- Hướng dẫn hàn ống nhiệt PPr (20/02/2019)
- Hướng dẫn lắp ráp phụ tùng ren đồng (20/02/2019)
Các tin cũ hơn:
- Hướng dẫn lắp đặt ghép nối ống nhựa uPVC (15/02/2019)
- Mua ống nhựa Tiền Phong tại Hải Phòng (14/02/2019)
- Mua ống nhựa Tiền Phong tại tỉnh Hải Dương (29/01/2019)
- Mua ống nhựa Tiền Phong tại tỉnh Quảng Ninh (29/01/2019)
- Mua ống nhựa Tiền Phong tại Thái Bình (29/01/2019)
- Ống & phụ kiện PPr chống tia cực tím
- Ống & phụ kiện UPVC tiêu chuẩn ISO 1452-2( HỆ MÉT)
- Ống & phụ kiện UPVC BS (HỆ INCH)
- Ống & phụ kiện HDPE tiêu chuẩn ISO 4427
- Ống & phụ kiện HDPE gân xoắn HDPE 2 LỚP TCCS & TCVN 9070
- Ống & phụ kiện HDPE gân sóng HDPE 2 LỚP DIN EN 13476-3
- Ống & phụ kiện PPr tiêu chuẩn DIN 8077: 8078
- Ống luồn dây điện & phụ kiện tiêu chuẩn BS 6099.2.2
- Máng luồn dây điện U.PVC tiêu chuẩn BS 4078-4
- Máng hứng nước mưa
- Hàng rào nhựa U.PVC


Liên hệ với chúng tôi
TRUNG TÂM PHÂN PHỐI ỐNG NHỰA TIỀN PHONG
Địa chỉ: Số 4 Lô 2- An Chân - P.Hồng Bàng - TP.Hải Phòng
NM: Số 222 đường Mạc Đăng Doanh ,P. Hưng Đạo, Q. Dương Kinh, TP Hải Phòng
NM: Lô C, Khu công nghiệp Nam Cấm, Huyện Nghi Lộc, Tỉnh Nghệ An
NM: KCN Đồng An 2, TP. Thủ Dầu Một, Bình Dương, Việt Nam
NM: KCN Vientiane, Ban Khoksaat, Q. Saythany, Thủ đô Vientiane, CHDCND Lào
Điện thoại: 02253.625.689 - Hotline: 0906.021.616 / 0985.021.616
Fax: 02253.625.689
Email: [email protected]
MST: 0201205293 do Sở KHĐT Hải Phòng cấp
